


APPLICATIONS
PERFORMING A RANGE OF KEY FUNCTIONS ON YOUR PROCESSING LINE FROM END TO END
We have years of experience custom configuring sanitary conveying and handling solutions for the food industry. See our solutions based on the actions they perform in your plant.

INTEGRATING YOUR FOOD PROCESSING LINE FROM END TO END
PFI conveying and handling systems connect the key processes of your processing line. We partner with your key team members and other OEMs so you get the best line possible, configured precisely to your layout, and a seamless project from start to finish.

Equipment by Application
Our sanitary conveying and handling equipment performs these key functions on your processing line. Still not sure? We’ll use our decades of expertise to find a solution for you.








Design, Testing + Installation
Each project is custom configured to a layout and application by engineers with years of experience. Run a full FAT of PFI and other equipment in our Algona, Iowa facility for peace of mind, then trust our skilled technicians to install it accurately and efficiently.
ALL EQUIPMENT
PFI sanitary conveying and handling equipment has been proven in food processing for decades. Our machines are durable, sanitary and enable processors to improve efficiency, maintain product quality and safety, and grow their business. Choose from our full machine catalog below or contact us to configure a system or solution just for you.
Filter:

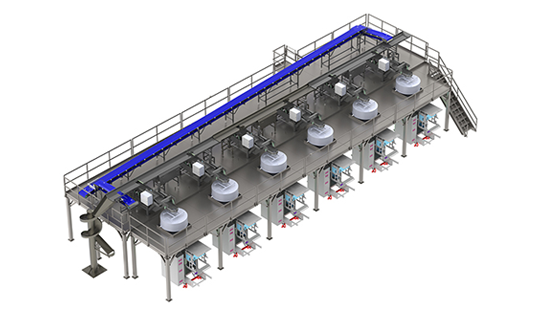
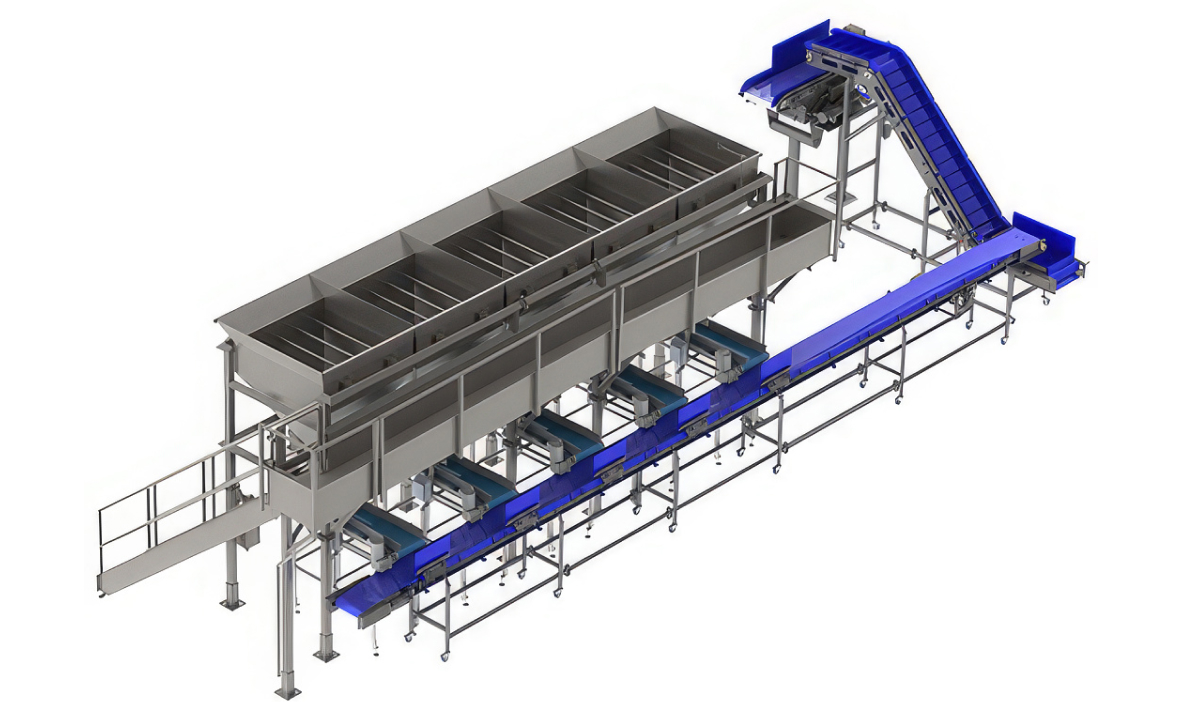
Distribution Conveyor System
Feed multiple product streams through a system of vibratory feeders and conveying.
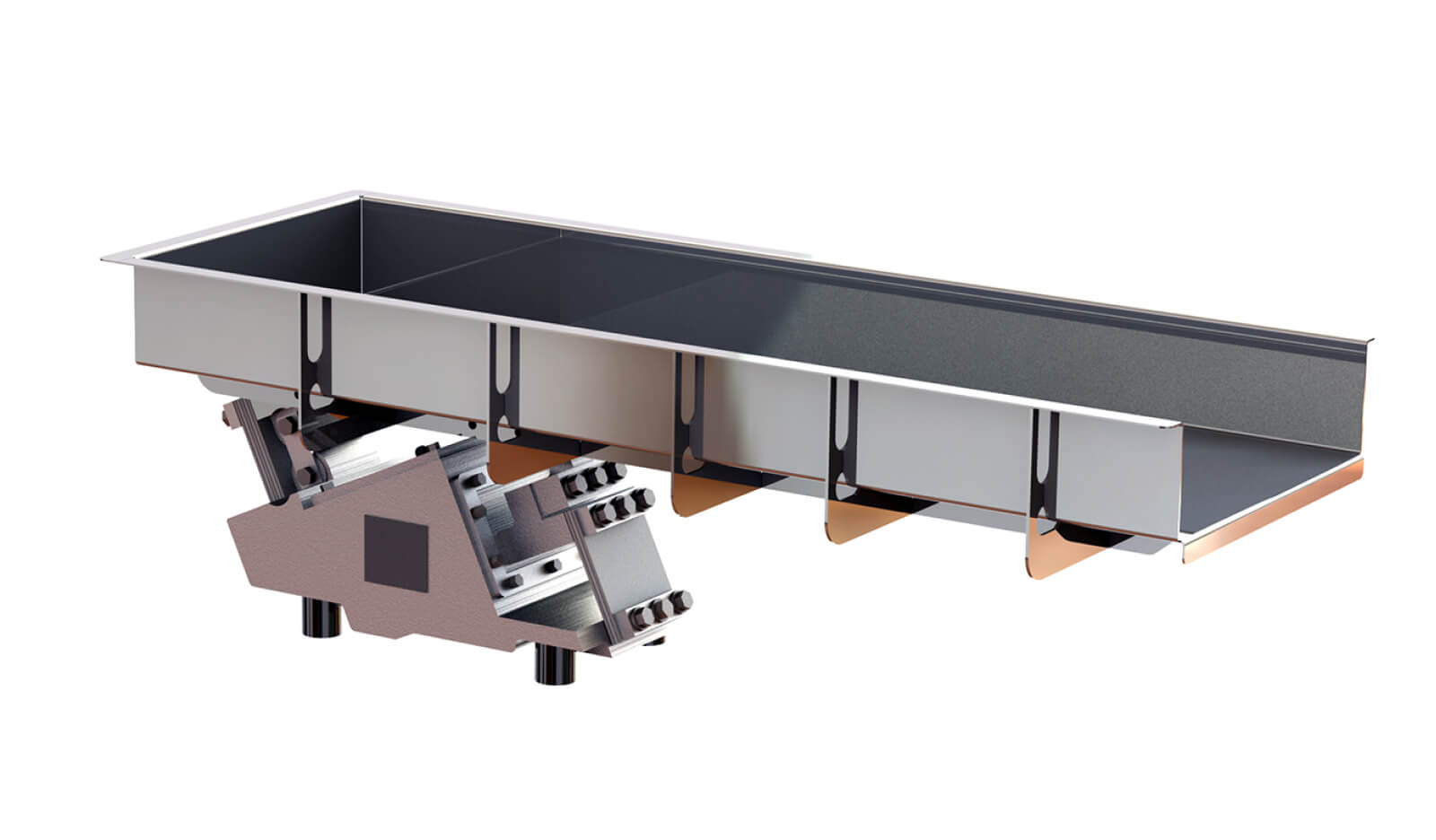
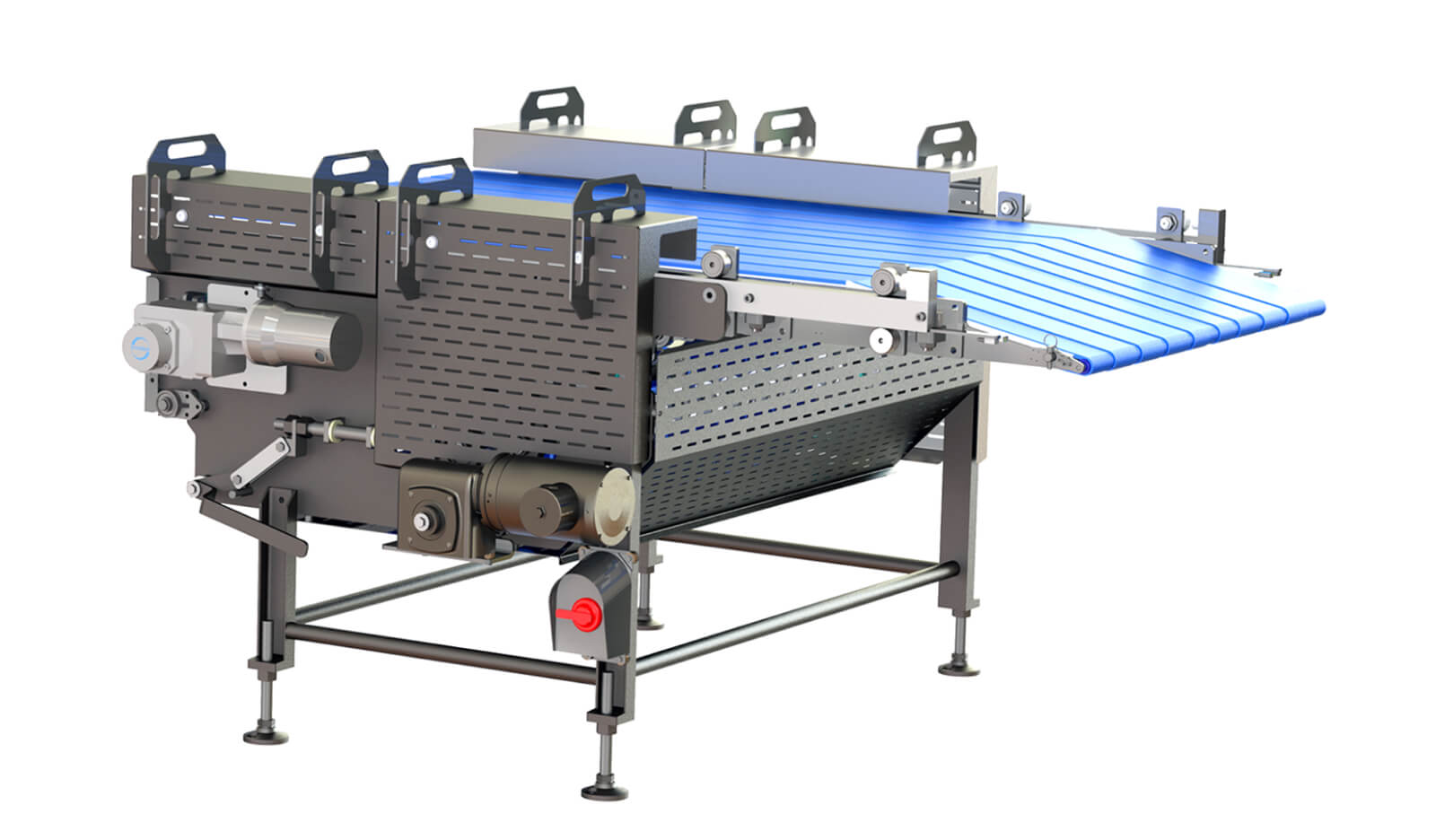
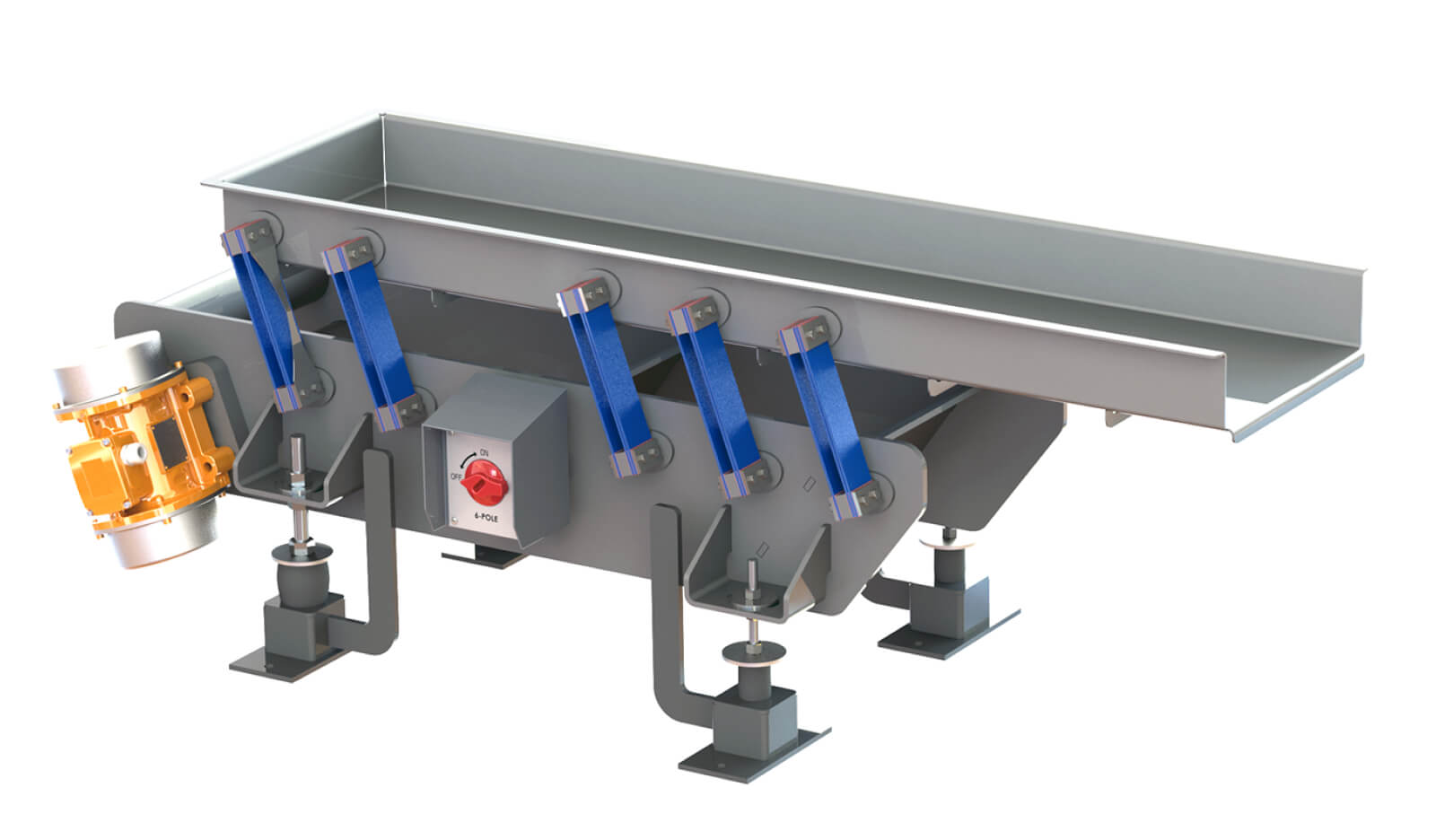
EDF Feeder
Feed, screen, and lane product accurately with this versatile vibratory feeder. Use on its own or with a Hopper Feeder or Mix-Blend System.



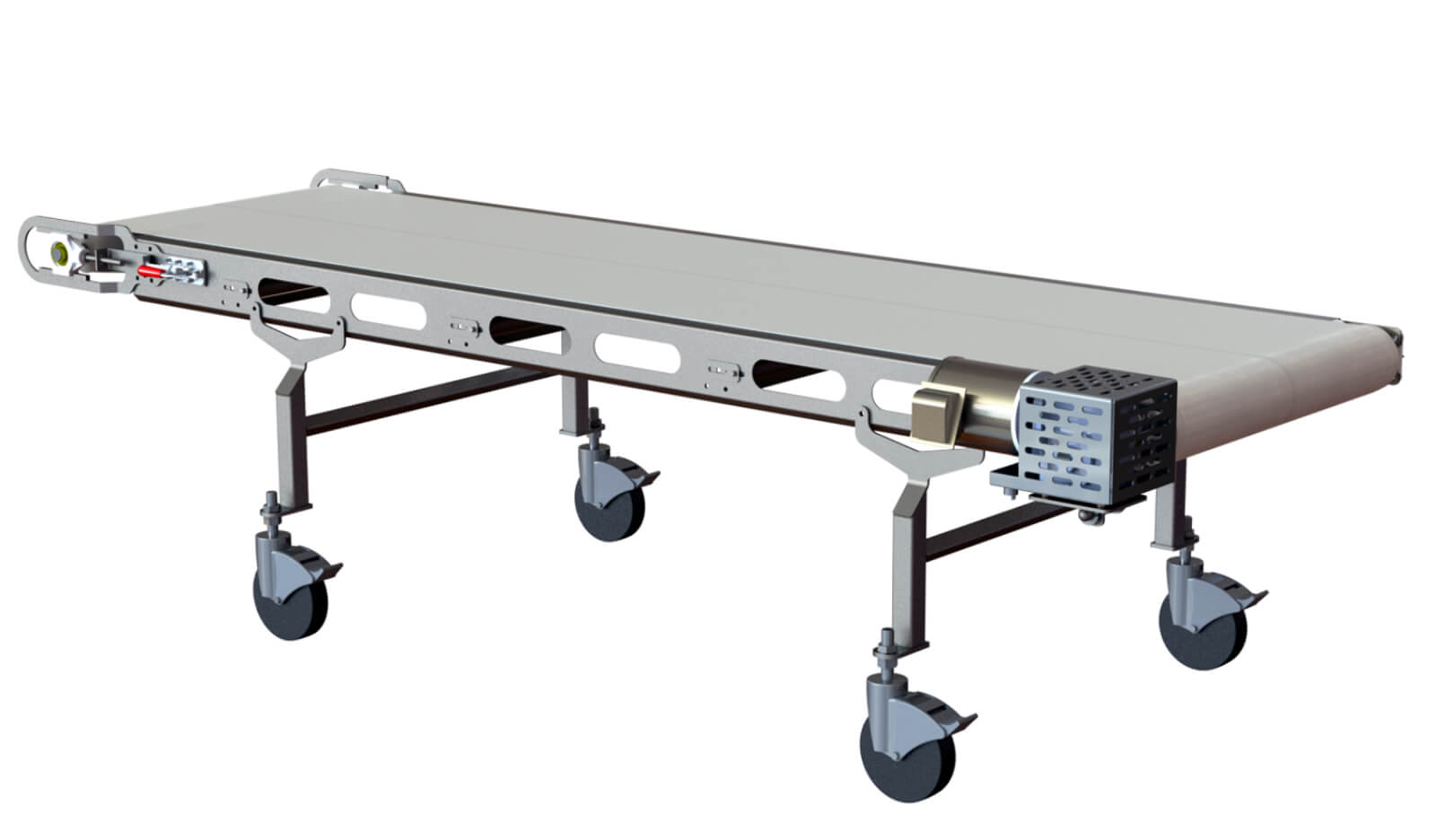
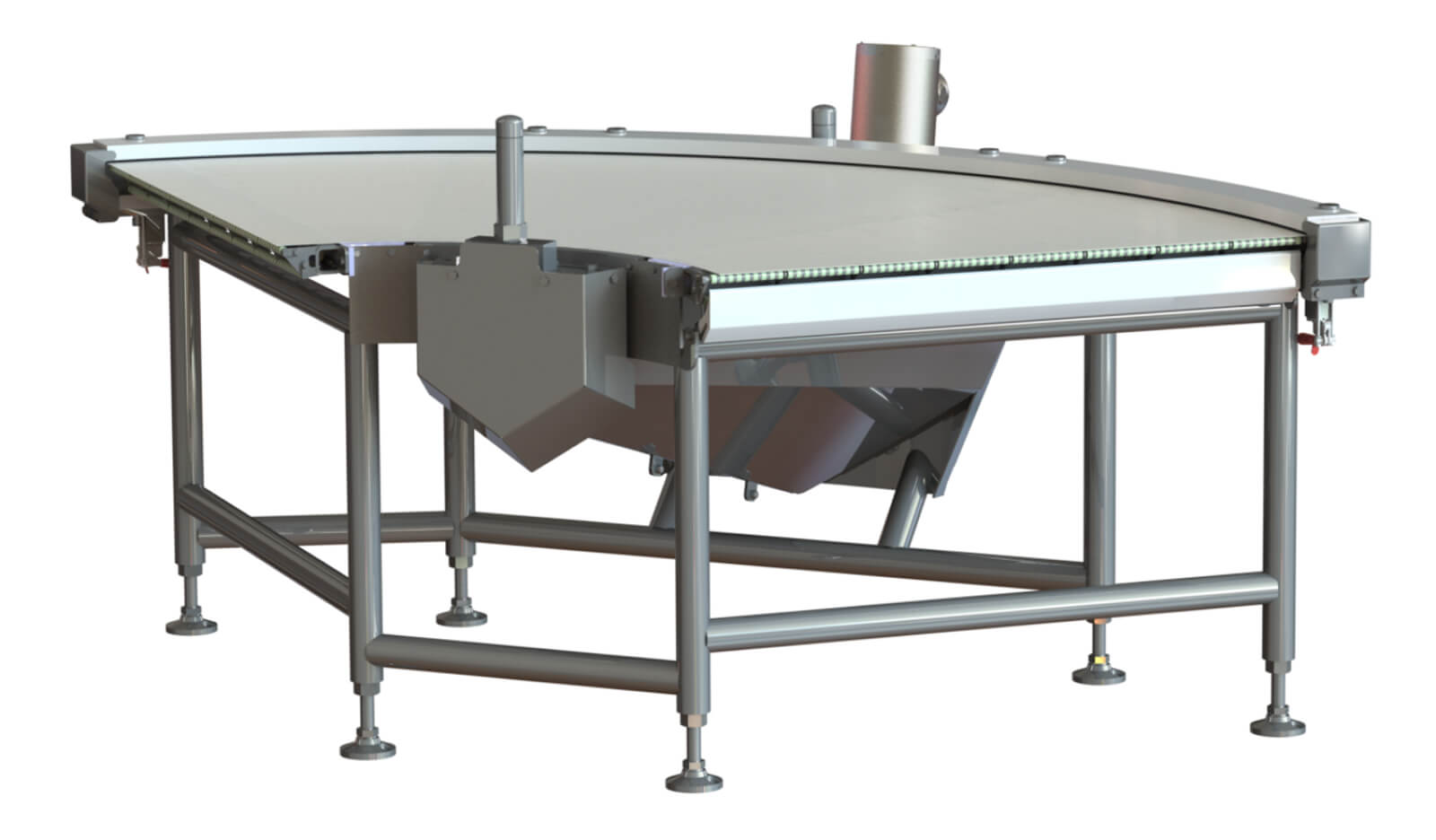
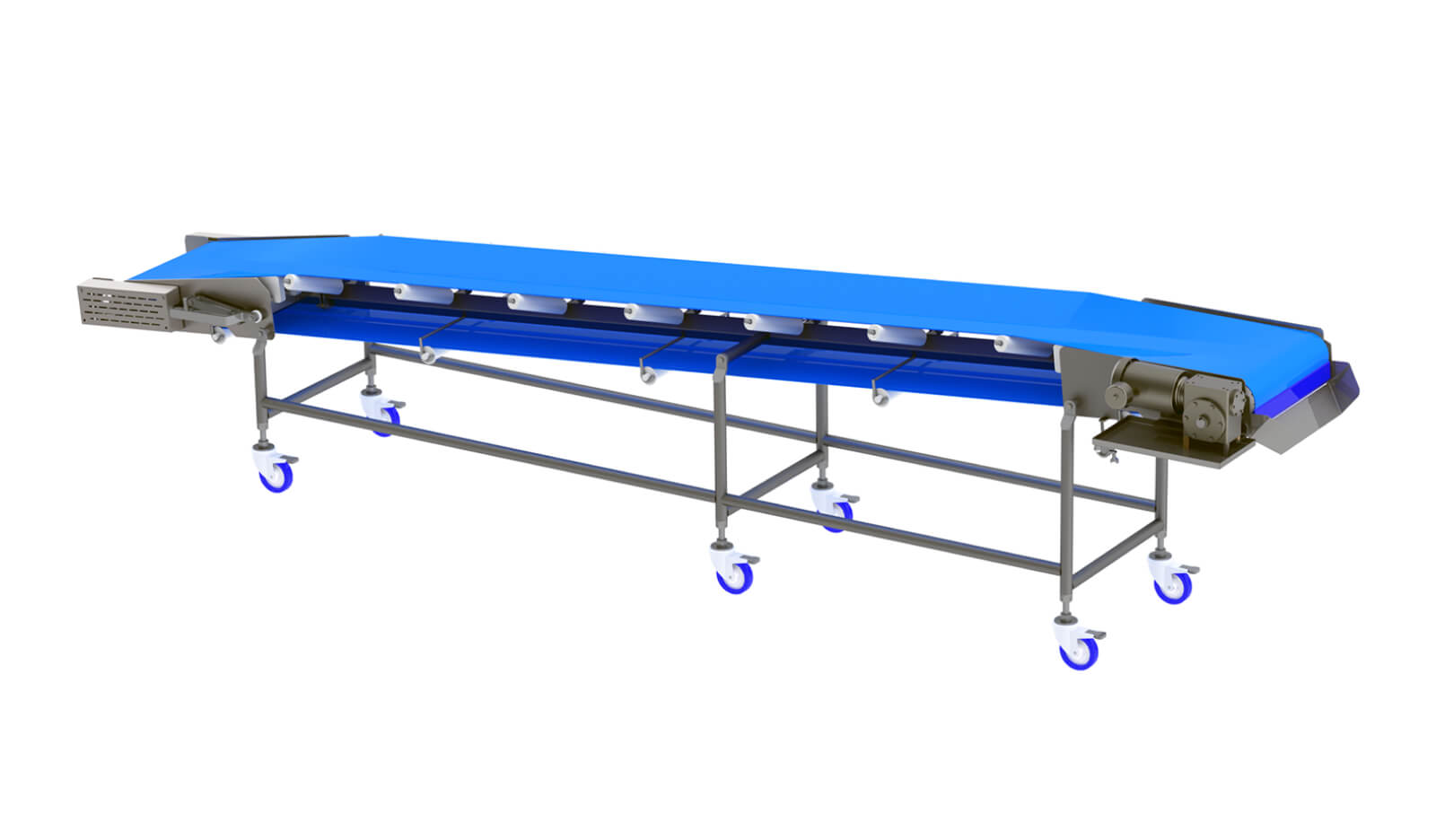
Horizontal Belt Conveyor
Connect your processing line with flat-bed conveyors built for your exact layout with a range of belt options.

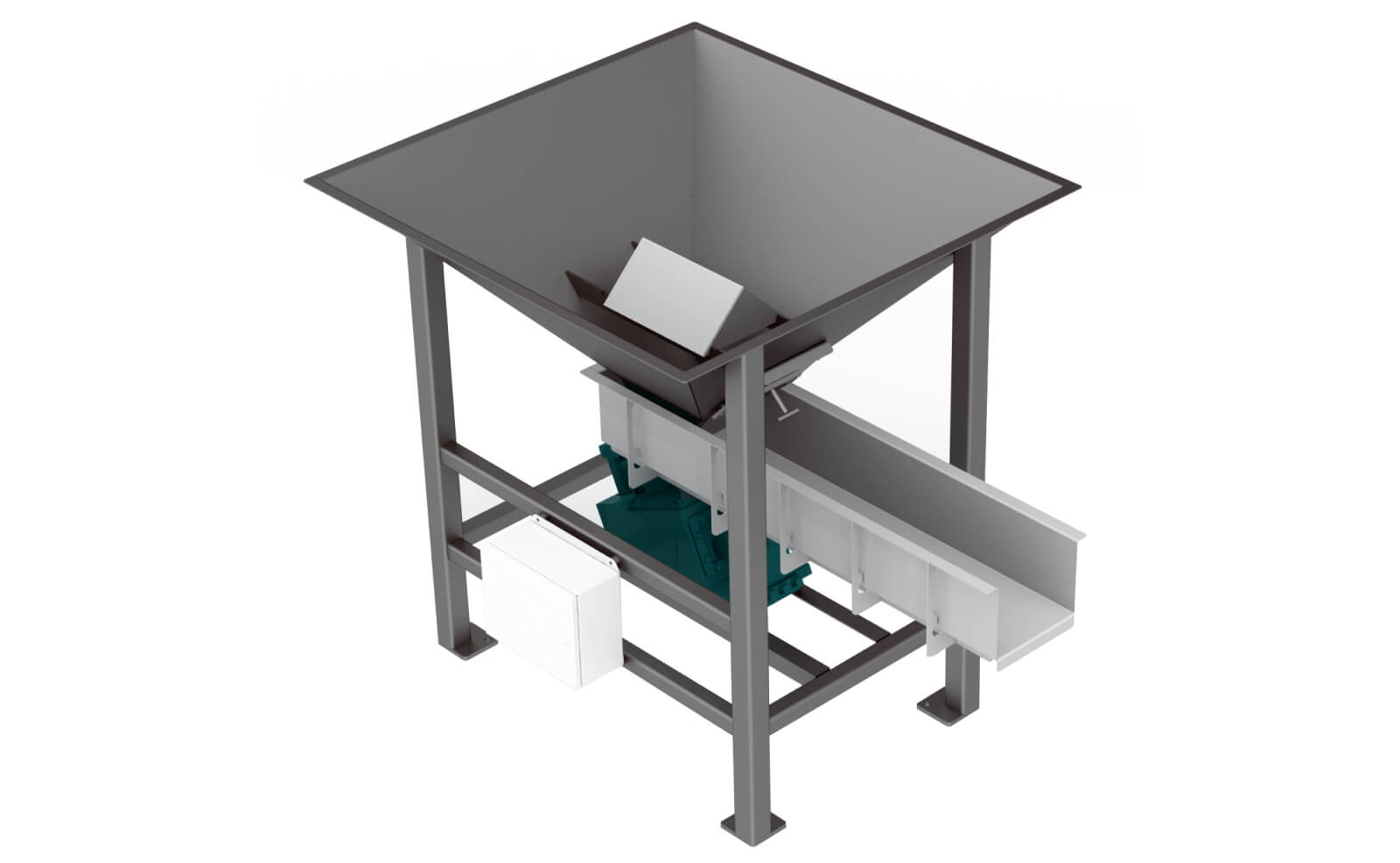
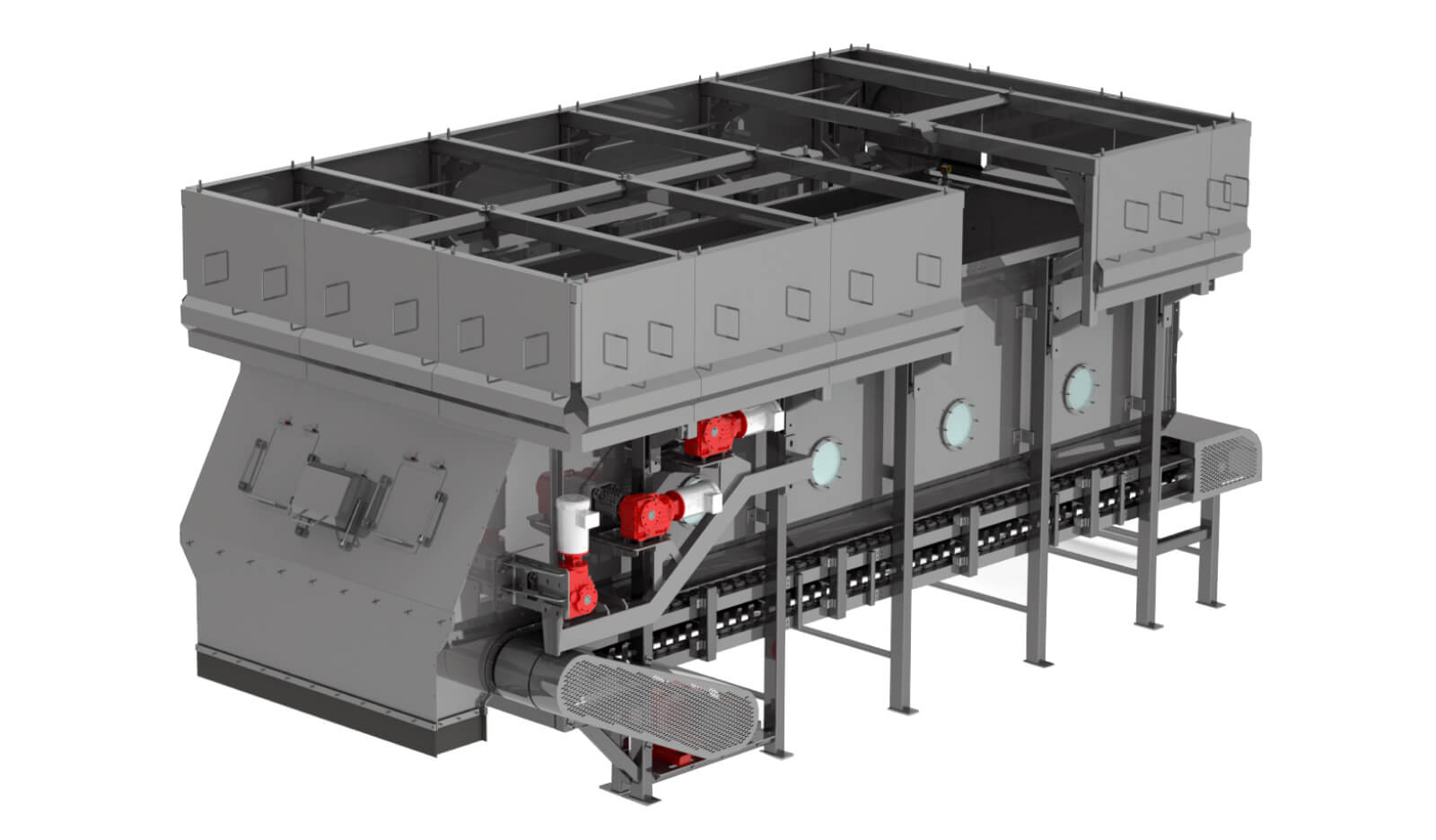
Mix-Blend System
The Mix-Blend System, its components and complementary conveyors give you consistently accurate mixed recipes by feeding multiple products together.



Screw Conveyor
Incline raw and dry bulk food products without spillage or loss. Integrate with dumpers and more throughout your mixing, grinding, and other processes.




PFI Difference
We care as much about your products and operation as you do. We work hard to ensure our conveying solutions fit and operate viably from the word go. And if there’s an issue, we’re committed to be there until it’s right.
SPEAK WITH US
Ready to get started on your configuration? Contact us to customize our food-grade sanitary conveying equipment to your application, layout, and processes.

